На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7...11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:

100 - количество оборотов двигателя, сделанных за 1 минуту.
1100 - 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:

где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1.75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).
- затем через 1...3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.
Как видите, из выше изложенного видно, что сварочный полуавтомат - это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.
В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов. ![]()
Ответ на комментарий:
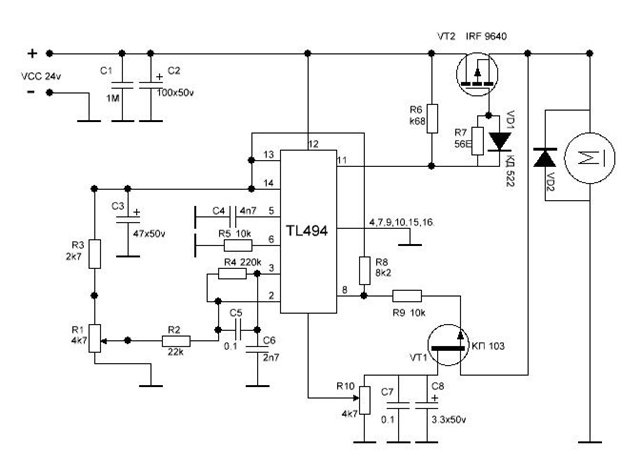
Регулятор подачи сварочной проволоки на TL494
Схема из журнала "Радиоаматор-Электрик" №3 2006 г. стр 28-29
Схема похоже не рабочая!!!

Схема торможения двигателя.
Реле К1 подключаем в цепь коммутации подачи проволоки.
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала "Радиоаматор-Электрик")
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Нажмите на изображение, чтобы увеличить.
Если возникнут вопросы, задавайте их в комментариях. ![]()
Автор статьи: Admin Svapka.Ru
Комментариев: 58
1 Виталий13-05-2010 10:22
Здравствуйте!Я на вашем сайте впервые. Но полуавтоматами занимаюсь давно. Если возможно у вас найдётся схема управления двигателем подачи сварочной проволоки 24 вольт на KA7500b или TL494 дайте пожалуйста информацию
2 admin13-05-2010 11:24
Пожалуйста. Добавил схему выше.
3 Виталий13-05-2010 17:54
Спасибо большое, будем на связи.
4 admin03-06-2010 09:07
Где найти схему не знаю.. у меня нет такой. Найти бесплатно наверно не получится, так как схема коммерческая и бесплатно ни кто не выложит в интернете.
Если только просить на форумах.. может кто и поделится.
5 Вадим15-06-2010 12:07
Здравствуйте! Подскажите пожалуйста, возможно ли использовать данную схему для управления двигателем подачи проволоки от а/м ВАЗ (от стеклоочистителя)?
6 admin15-06-2010 12:34
Вадим
Да.. эта схема как раз подходит к ВАЗовским движкам на 12 вольт.
30 вольт выдерживают спокойно.
P.S. Если подключить к двигателю 12 вольт, то скорость проволоки будет не достаточна на максимальных токах даже при использовании ведущего колеса протяжного механизма большего диаметра. Поэтому нужно прикладывать для максимального режима сварки большее напряжение.. в данном случае 30 вольт, то есть, что бы напряжение регулировалось в пределах от 0 до 30 вольт.
7 Вадим15-06-2010 12:44
Большое спасибо! Буду пробовать...
8 Erken06-07-2010 04:47
Здравствуйте! Меня заинтересовала схема регулятора на TL494. Но сразу возникли вопросы. Как организовать торможение двигателя, по 4-ноге микрухи и ище один MOSFET параллельно моторчику или через реле? Не понятно как открывается или закрывается VT2, помоему между затвором и питанием просится резистор. В цепи стока тоже. Может быть кто нибудь повторял схему?
9 admin06-07-2010 07:45
Схема не моя.. взята из журнала “Радиоаматор-Электрик” №3 2006 г. стр 28-29. Читайте там как все работает.
Схему торможения двигателя я использую такую..^^ смотрите в статье выше.
10 Erken08-07-2010 05:51
Спасибо! Буду пробывать на макетной плате.
11 Дмитрий10-07-2010 09:11
пробовал схему на TL 494 (нашел журнал с коментариями).Чего то не пошла(Регулирует, но плывут обороты.Да и в статье сией хватает ошибок (касательно печатки-как минимум, три нашел).Идея очень интересная(обратная связь+++).Но, то ли руки не сильно ровные, воплотить в жизнь не получилось.Скачал все номера журнала за 2006 год, в поисках редактирования возможных ошибок, но, увы, ничего не было найдено(Борюсь не первый день, сдаваться не собираюсь.
12 Дмитрий10-07-2010 09:14
Народ, кто повторял эту схему-отзовитесь!У кого то пошла?основные полупроводники разместил на панельках, схему собирал на макетной (а до этого и печатку делал) плате.Затык какой-то.Не могу понять где....
13 Erken28-07-2010 03:30
Собрал наконец схему. На первой ноге микросхемы импульсов нету вообще. Как время будет, попытаюсь переделать подключения обоих транзисторов, обратную связь.
14 Erken03-08-2010 09:09
Мне нужен был именно хороший стабилизатор оборотов. До этого собирал на четырех операционках. Уровень стабилизации не устраивала (маловато). Нашел схему:
Тоже на TL494
15 Дмитрий16-08-2010 07:05
Erken,схему эту видел, но не повторял.Собрали схему?Как работает?Какие недостатки?
16 erken19-08-2010 14:19
Я эту схему нашел на каком то форуме, говорят что рабочая. Единственное резистор R67 цепляется к базе Т15, а не к 12-выводу микросхемы. Схему пока не собирал, времени не могу найти. До осени наверное не смогу.
17 Дмитрий20-08-2010 06:39
Да уж, со временем действительно туговато.Полуавтомат привезли на ремонт год назад, а руки все ни как не доходят.Учитывая время нахождения этого девайса на сервисе, его собираются забирать((А так хотелось поэкспериментировать...Покупать же отдельно ВАЗовский движок для опытов как то не улыбает.Но это все лирика.Недавно был на одном СТО и увидел там приставку, "превращающую" обычный сварочный в полуавтомат.Найду шнур на фотик-сброшу материал для раздумий.
18 Павел30-09-2010 18:57
Здравствуйте, вопрос такой, почему нельзя использовать двигатель подачи проволоки на 220в? И можно использовать двигатель от шурупа-вёрта с кнопкой, видь там схема торможения и регулировка оборотов???
извините, если глупо выглядит вопрос...
19 admin01-10-2010 07:58
На 220 вольт, зачем?.. я представляю как это будет выглядеть и сколько весить.
Самый оптимальный вариант, это редуктор стеклоочистителя от автомобилей.
На счет двигателя от шуруповерта.. В промышленных ПА, особенно в китайских, стоят похожие двигатели.. можете использовать такой, но вопрос в другом.. найдете ли вы редуктор для этого, или будете использовать весь шуруповерт для механизма подачи проволоки..
Вывод.. не изобретайте велосипед.
20 Vitek11-12-2010 05:35
Сабрал вышеуказанную схему! Выводы: - действительно печатка разведена с ошибками, На 12 вольтах двигатель регулируется, но сильно плавают обороты (причем не зависят от петиода т.е. движок живет своей жизнью), иногда схема вообще не старается запустить мотор, при повышении напряжения до 24 вольт вообще отказалась пускать мотор. Слышан отчетливый звук генерации на обмотках двигателя и все! На затворе полевика +, хотя должен быть - (может я ошибаюсь). Но когда на 12 вольтах мотор вращается на затворе колебания -. В схеме единственное изменил российский полевик поставил с буквой "ж". Востальном все как на схеме. Самое обижное, что схему брал с сайта схем.нет, а если бы прочитал здесь не стал бы наступать на те же грабли.
21 admin11-12-2010 18:04
Vitek
Я не знаю где вы тут нашли печатную плату.. На счет схемы.. я писал уже, что она не моя, а из журнала и ее я не повторял.
Посмотрите после статьи, добавил еще одну схему (доработанную) автор не я и сам пока не повторял.
22 Vitek12-12-2010 02:35
Печатка как раз из того самого журнала.
23 Vitek13-12-2010 06:41
Ктонибудь проверял доработанную схему из вышеуказанного журнала, а то как то не хотелось бы опять собрать схему не работоспособную.
24 Amir_HAN11-01-2011 05:34
Наткнулся в интернете на такую схему регулятора home.tula.net/a_biv/svar.html Кто что скажет? Может собирали?
25 Небыстрый14-01-2011 07:26
Первый раз на сайте.Интересно
Напишите какие требования к регулятору, папробую
что нибудь соорудить.