Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.
В схеме имеется возможность отключать задержки пред газ и пос газ если они вам не нужны, этот под режим работы назовем без задержек. Также задержки можно отключить если варим порошковой проволокой (задержки пред газ и пос газ тут ни к чему).
Собственно сама схема:
Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке: Сварочный полуавтомат Svapka.Ru Vol 2.0
Возможный вариант двухсторонней печатной платы, размеры 100х110 мм:
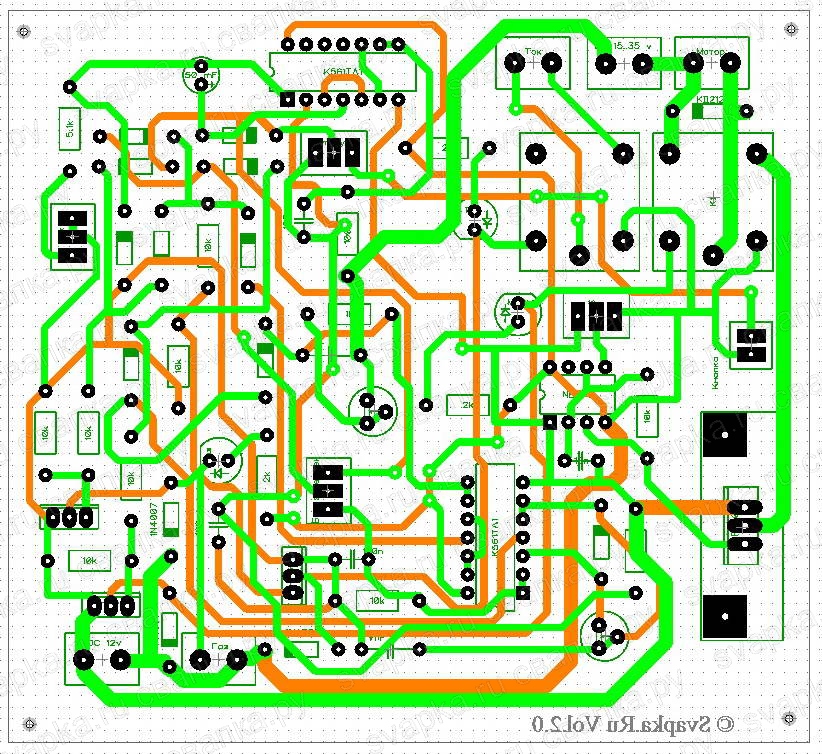
Файл печатной платы для программы DipTrace можно скачать по этой ссылке:
Печатная плата Svapka.Ru Vol 2.01265
Блока питания для платы управления на печатной плате нет. Каждый делает из того что есть, поэтому не стал его размещать на плате.
Еще один вариант печатной платы этой схемы. Плата односторонняя. Резисторы, конденсаторы и диоды SMD, размер 73х76 (после окончательной обрезки), 8 перемычек:
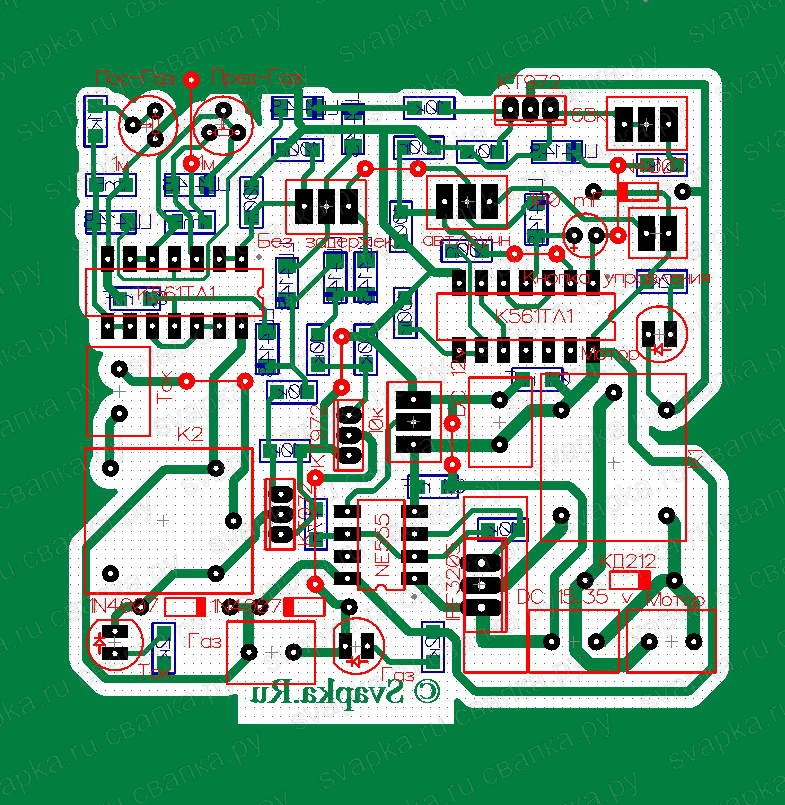
Дорожки по питанию конечно нужно сделать по шире. SMD резисторы и конденсаторы размер 1206, диоды LL4148.
Файл печатной платы для программы DipTrace можно скачать по этой ссылке..
Печатная плата Svapka.Ru Vol 2.0 SMD1136
Фотки готовой платы в SMD варианте. Плата работает отлично.
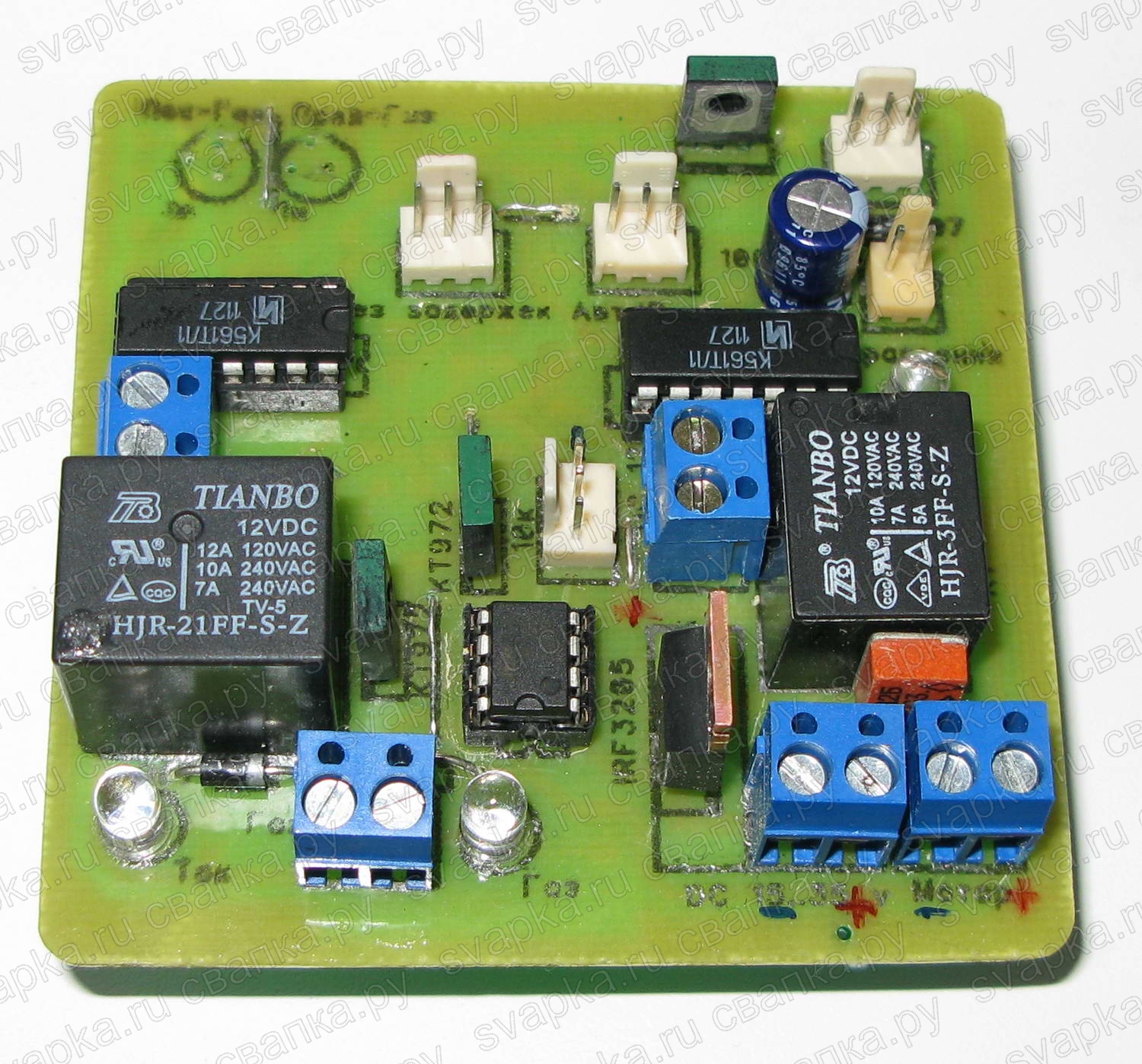
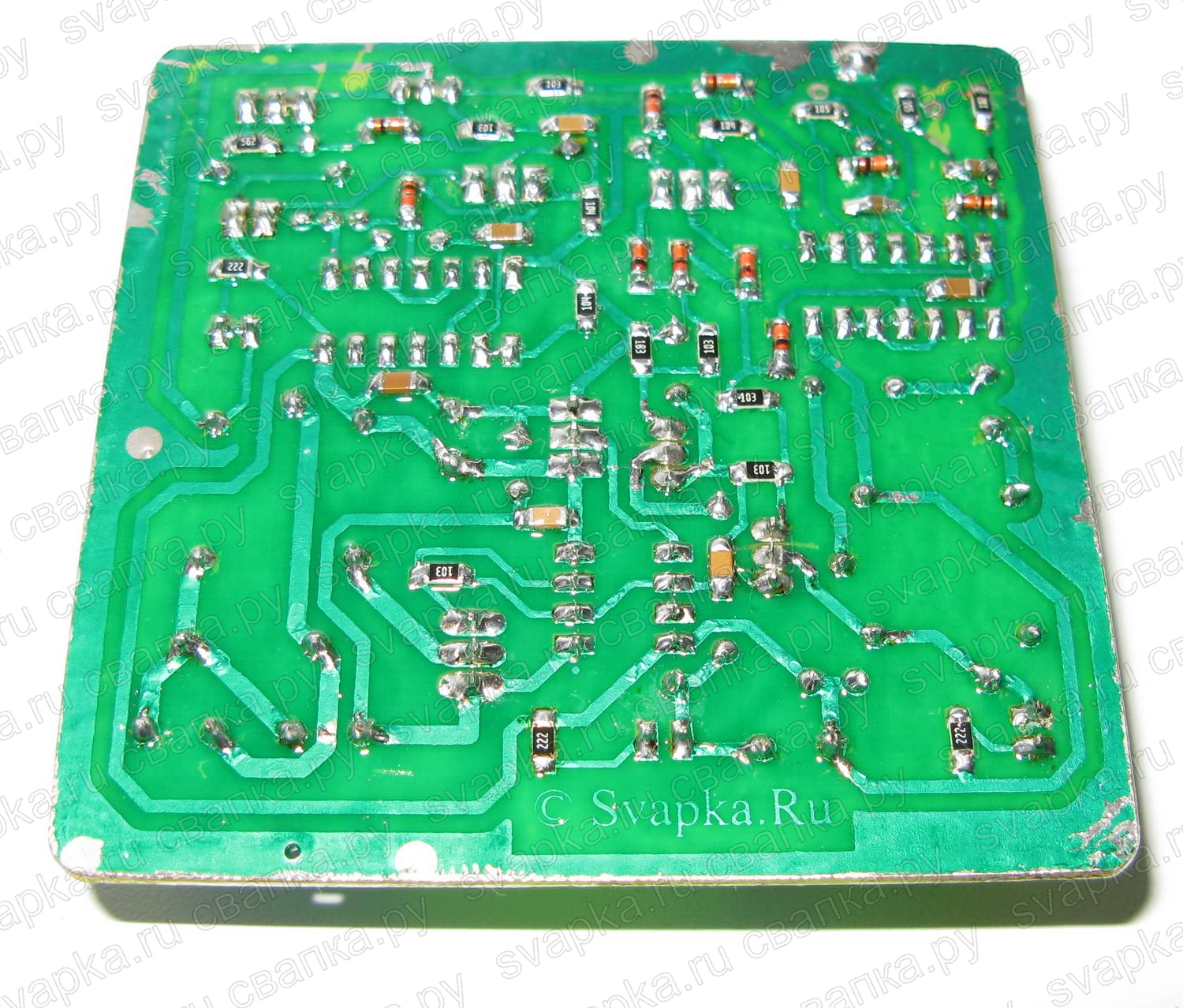
С паяльной маской работал первый раз, так что результат не очень. Ну думаю это не важно. Подстроечные резисторы не стал впаивать, вместо них поставил резисторы по 1 мОм. При данных номиналах время задержек равно 1 сек.
Плату конечно нужно довести до ума по расположению элементов, что бы ни чего не мешало. Клеммник 12 вольт расположен немного не удачно, но для этого у вас есть файл печатной платы где это можно все подкорректировать.
Еще.. если кто то разведет по моим файлам лучше , то делитесь печатками (пожалуйста). :)
Используемые в схеме реле К1 и К2 типа HJR-3FF или HJR-21FF

Немного опишу принцип работы схемы.
Алгоритм работы такой:
- При нажатии кнопки управления сначала подается углекислый газ, это делается для того, что бы горелка наполнилась газом.
- После задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- После отпускания кнопки управления отключается подача проволоки.
- Затем через 1..3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
Ручной режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
При нажатии кнопки управления логическая 1 через диод VD4 открывает клапан газа. Также запускает цепь задержки собранную на D1.1 и D1.2. После времени заданного цепочкой R6, С4 на выходе 4 элемента D1.2 появляется логическая 1, которая запускает реле мотора через диод VD9. Одновременно на выходе 11 D1.4 появляется лог 1, которая включает реле тока через диод VD6.
В это время идет процесс сварки.
При отжатии кнопки управления на выходе 4 элемента D1.2 появляется логический 0, который отключает реле мотора. Затем через время заданное цепочкой R9, C9 на на выходе 11 D1.4 появляется лог 0, который выключает реле тока и клапан газа .
В это время сварка окончена.
Автоматический режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в нижнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
Схема в этом режиме работает по тому же алгоритму, что и в ручном режиме, только время сварки задается цепочкой C2, R5. При данных номиналах время сварки регулируется в пределах 0..15 сек.
Хочу заметить, что кнопку нужно удерживать в этом режиме. По окончании времени, схема сама прекратит процесс сварки.
Если в автоматическом режиме вы передумали варить, то достаточно отпустить кнопку управления и сварка прекратится.
Под режим Без задержек.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в верхнем по схеме положении, то есть задержки пред газ и пос газ выключены.
При нажатии кнопки управления логическая 1 через диоды VD4, VD10, VD11 открывает клапан газа реле мотора и реле тока одновременно, то есть задержек нет. При отпускании кнопки управления, также все выключается одновременно.
Тоже самое в автоматическом режиме.
Режим без задержек нужен для случая когда варим порошковой проволокой, когда эти задержки не нужны. Или по каким то другим причинам, например если осталось мало газа (для экономии) или нужно быстро что то прихватить, где качество шва не так важно.
Настройка.
Собранный по этой схеме аппарат должен заработать сразу без каких либо проблем.
Подстройка времени задержки пред газа и пос газа регулируется резисторами R6 и R9. При данных номиналах R6, С4 и R9, С9 максимальное время задержек примерно 1 секунда. Если вам нужно больше, то можно установить конденсаторы С4 и С9 большей емкости, например 3 мкф.
Эти конденсаторы не полярные. Но никто не запрещает использовать электролитические вместо них не изменяя схемы.
В автоматическом режиме нужно подобрать резистор R4, что бы не было пустого хода (бесполезного) резистора R2.
От себя.
Если кому то не нужен автоматический режим, то просто не собираем этот узел.
Микросхему К561ТЛ1 не советую менять на какую то другую, могут быть проблемы с переключением логических элементов.
Добавляю еще одну схему Svapka.Ru Vol 2.1
Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке: Сварочный полуавтомат Svapka.Ru Vol 2.1
Печатной платы у данной схемы пока нет.
Алгоритм работы узла задержек немного другой.
Нажимаем кнопку управления:
- Включается клапан газа и ток.
- Задержка.. включается мотор.
Отпускаем кнопку управления:- Выключается мотор.
- Задержка.. выключается ток и газ.
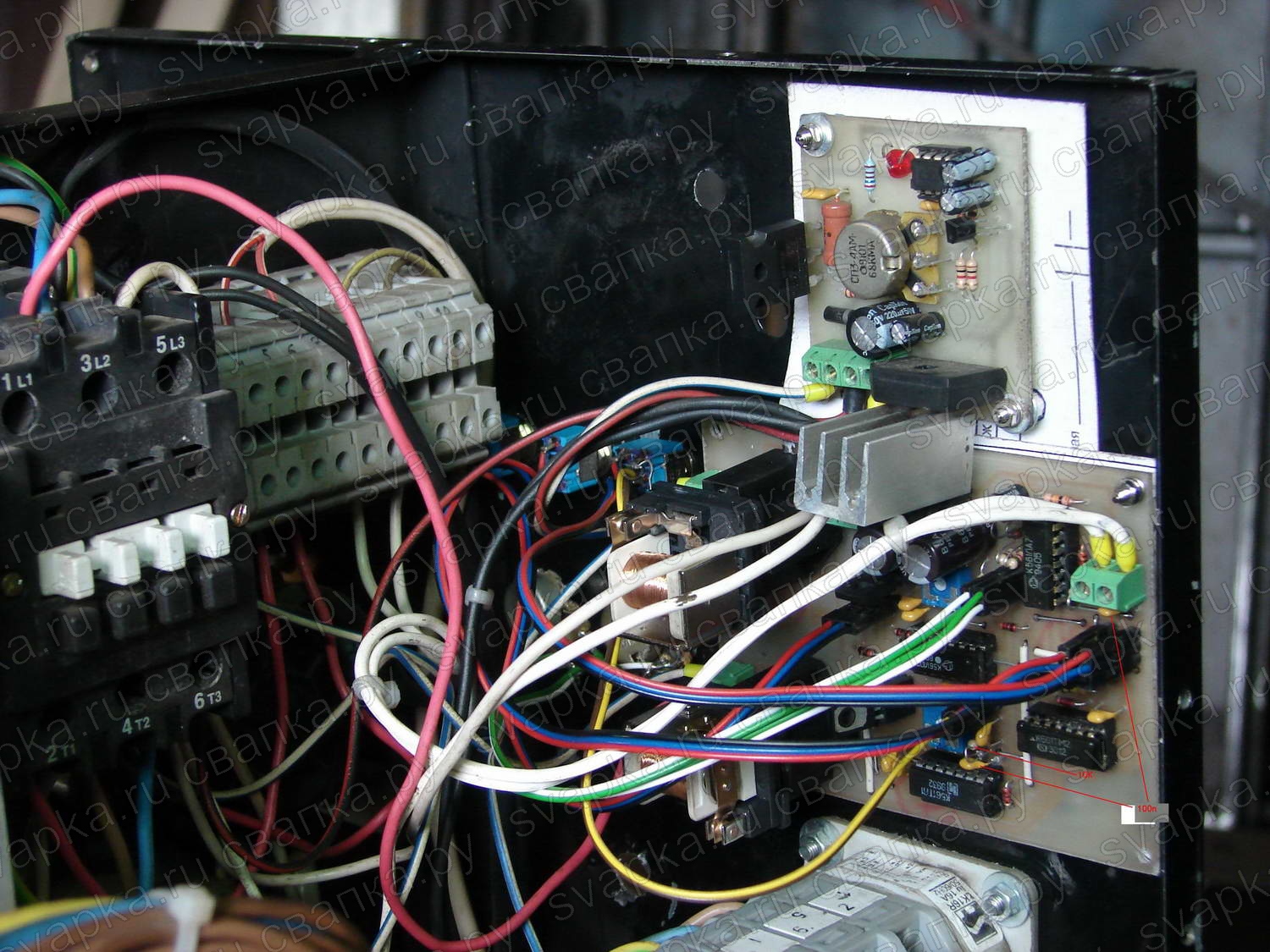
Добавляю еще одну версию Svapka.Ru Vol 2.2 (Виктор)

Эту схему собрал Виктор и поделился печатной платой, которую можно скачать тут..
Печатная плата Svapka.Ru Vol 2.2 (Виктор)1165
Фото собранной печатной платы.
Алгоритм работы:
- При нажатии кнопки управления сразу включается газ и ток одновременно.
- После задержки 1..3 секунды автоматически включается подача проволоки.
- После отпускания кнопки управления, моментально отключается подача проволоки.
- Затем через 1…3 сек отключается подача углекислого газа и сварочный ток одновременно.
Вроде все!
Приятных и удачных швов! ![]()
Автор статьи: Admin Svapka.Ru
Комментариев: 220
1 admin17-01-2012 06:10
Ну кто первый рискнет собрать? Тому пирожок.
2 admin27-01-2012 02:07
Если кто то собрал, отпишитесь, не стесняйтесь.
3 Виктор01-02-2012 06:56
Здравствуй, АДМИН.По скольку меня интересуют узлы задержек ,собрал на макетке только их.Как бы всё работает, но!!! есть нюанс. Сигнал на входе 8,9 D1.3 зависит от выходного сигнала в точке 4 D1.2 т.е появляетсся с задержкой для мотора.Получается, что реле тока включается одновременно с мотором, а должно включаться без задержки т.е. раньше мотора.Я соответственно сделал по другому.Сигнал для точек 8,9 D1.3 взял с точек 1,2 D1.1 Счас вроде нормально.Опишите пожалуйсто логику работы узла автоматической сварки, чёт я не могу понять прохождение сигналов.
4 admin01-02-2012 09:21
Виктор
По поводу алгоритма работы узла задержек. Алгоритм работы схемы такой..
Нажимаем кнопку управления:
1 Включается клапан газа.
2 Задержка .. включается ток и мотор.
Отпускаем кнопку управления:
3 Выключается мотор.
4 Задержка.. выключается ток и газ.
Почему ток должен включаться раньше мотора?. Ну если вам так нужно, то схему можно упростить. (потом нарисую 2 вариант).
По поводу автоматического режима не понял, что конкретно под вопросом?
Вопрос в догонку, максимальное время задержек при данных номиналах должно быть в районе 1 секунды. Это так?
5 Виктор01-02-2012 18:41
Алгоритм который вы описали, мне понятен.Не понятно протекание логических сигналов узла автоматической сварки,когда я расставляю лог.нули и единицы по входам и выходам микросхемы в режимах "пуск" и "стоп".Нужны как бы схемы узла в двух состояниях с расставленными "0" "1" в точках.
Почему ток должен включаться раньше мотора?. Когда ток включается одновременно с подачей проволоки или предположим на сотые доли секунды раньше,происходит эффект тычка т.е.проволка ударяется о свариваемую деталь.Чтобы этого не было, ток на детали должен появиться на сотые-десятые доли секунды раньше и исчезать позже,чтобы проволока в момент остонова могла догореть и не торчать из сопла.Вот именно поэтому меня задержки и интересуют.Однажды мне подогнали плату управления п/а реализованную на микроконтроллере.Прошивка там видно была сырая,потому как тычки шли раз за разом.Не работа ,а сплошной дискомфорт.Снял её и поставил временно переменный резистор на 50Вт.для рег.подачи.Сразу стало лучше.
До одной секунды не дотягивает.Пришлось добавить ещё по 1мкф.Ну и переменники поставил на 1м, так как на 720к не найти.Но здесь,я так понимаю,можно поиграться -или большое сопротивление переменника и малая ёмкость конденсатора или наоборот.
6 admin01-02-2012 20:42
Виктор
По поводу включения тока и мотора. С данным алгоритмом работы не было ни каких тычков проволоки. Возможно что действительно прошивка сырая и мотор включался раньше тока в вашем случае. Когда включается одновременно этого не должно происходить. Перерисовал схему Vol 2.1
Тут еще момент, так как ток отключается последним, то проволока как бы обгорает до наконечника. Потом при одновременном включении тока и мотора у проволоки есть как бы ход, пока она дойдет до свариваемой детали и этого времени достаточно. Возможно в вашем аппарате ток отключался вместе с мотором и проволока торчала из горелки, в результате чего были тычки при последующем включении.
В общем делайте как удобно.
По поводу узла задержек вы правильно заметили, номиналами можно поиграться. Конденсаторы можно поставить электролитические например 100 мкф (или больше), а сопротивление подстроечных резисторов уменьшить до 100к. (к примеру).
По поводу автоматического узла..
Смотрим схему Vol 2.0 (первую)..
При нажатии кнопки управления импульс лог 0 с выхода 10 элемента D2.3 запускает одновибратор выполненный на элементах D2.1, D2.2 конденсатора С5 и резистора R2.
На выходе 4 элемента D2.2 появляется лог 1, которая через диод VD2 запускает узел задержек. В это время начинает заряжаться конденсатор С5 через резистор R2.
Как только он зарядится на входе 1 D2.1 появится лог 0, в результате на выходе 4 элемента D2.2 появится лог 0, который отключит узел задержек. Диод VD1 служит для быстрой разрядки конденсатора когда кнопка уже отпущена. (возможно не нужен).
Так же здесь можно поиграться номиналами R2 и С5 если нужно увеличить время.
7 admin01-02-2012 22:00
Виктор
Подкорректировал схему под ваш случай Vol 2.1. Обратите внимание на диоды в узле задержки (VD2,VD5 по схеме Vol 2.1) они перевернуты на 180 градусов относительно первой схемы, не упустите этот момент, иначе работать будет не правильно.
8 Виктор02-02-2012 20:20
Вы пишите- Хочу заметить, что кнопку нужно удерживать в этом режиме. По окончании времени, схема сама прекратит процесс сварки.Чтобы это произошло,на входах 5 и 6 Элемента D2.2 должны появиться лог. единици.На входе 6 "1" появится только после появления "0" на входе 8,9 D2.3. То каким образом этот "0" появится, если кнопку SB1 удерживать? Почитав про одновибраторы, мне кажется, что кнопку надо кратковременно нажать и отпустить.Конечно ,сборка на макетке этой часть схемы решит все вопросы, но хотелось бы разобратьсья с теорией.В какой проге нарисованы схемы?
9 admin02-02-2012 22:40
Виктор
Вы не правильно думаете.
На входах 8,9 D2.3 после нажатия кнопки присутствует логический 0 за счет резистора R5 и соответственно на входе 6 элемента D2.2 будет лог 1 при нажатой кнопке. Повторю, одновибратор запускается импульсом за счет зарядки конденсатора С3.
Нет, в данном решении схемы нажали.. идет "отсчет" времени, как только он закончится, то все отключится.
Если нажали и отпустили, то все сразу отключится и это правильный алгоритм. Если например нужно прервать процесс сварки в автоматическом режиме, то не нужно будет ждать окончания времени, достаточно отпустить кнопку.
10 admin03-02-2012 04:26
Виктор
Все схемы на сайте нарисован в sPlan7.
11 Виктор03-02-2012 04:52
Из этих цитат я делаю следующий вывод.Изначально, когда кнопка SB1 отжата, на входе 8,9 D2,3 "0".После нажатия на кнопку на входе 8,9 появляется "1" на время, пока зарядится конденсатор С3 через R5.После чего на входах 8,9 D2.3 снова появляется "0".Если я понимаю правильно, то тогда всё сростается.Вы не ответили, в какой программе нарисованы схемы.
12 admin03-02-2012 05:06
Виктор
Вот теперь вы правильно думаете, схемы в sPlan7.
13 admin03-02-2012 05:12
Виктор
Если 2 вход элемента D2.1 отсоединить от схемы и присоединить его к 1 входу этого же элемента (D2.1), то схема будет работать так.. Нажали кнопку и не важно держим или отпустили сразу.. начинается "отсчет" времени и этот процесс нельзя остановить, только ждать окончания времени, тогда все отключится. Но это скорей не правильный алгоритм.
14 Виктор03-02-2012 08:19
Спасибо за помощь в правильном понимании работы этой схемы. Респект Вам и уважуха. До этого я вообще не имел представления о работе микросхем логики, о таблицах истинности, что такое одновибратор , а данная схема и ВЫ конкретно меня с этим познакомили. Спасибо за внимательное отношение к таким людям как я ,пытающимся создать что-нибудь своими руками!
Теперь ,если не устали от меня, очередной вопрос ,касающийся автаматического режима. Такой принцип работы автоматического режима не представляю, к чему можно пристроить, разве что в промышленных масштабах обваривать на поворотных столах бачки например. Знаешь ,сколько надо времени на цикл , выставляешь его, и вперёд. Но...палец на кнопке держать всёравно надо, а это не есть хорошо. Тут больше подходит 4-ёх тактный режим(нажал-отпустил, варит до тех пор, пока автоматика не остановит, либо снова нажал-отпустил,останов). За мой пятнадцатилетний стаж в сварке необходимости в таком режиме не было. Но было в другом: система имеет две регулировки, кроме подачи естественно, одной регулируем время сварки, другой время паузы. Выставили режимы, жмём на кнопку и проволока начинает выскакивать нужными порциями через определённое время. Реализацию такой атоматики я видел на заводских аппаратах. Она актуальна, когда надо заварить тонкий или гниловатый метал в совокупности с большими зазорами. Это может быть глушитель. Можем ли мы замутить такое на логике, или может готовое решение есть. Хотя конечно и без этого жить можно, просто спортивный интерес.
15 admin03-02-2012 22:29
Виктор
Я думаю так можно..
16 admin03-02-2012 22:52
Виктор
Вот так, нажал отпустил варит, еще раз нажал не варит..
17 admin03-02-2012 23:23
Виктор
Соберите на мекетной плате эти 2 схемы. Я думаю я правильно понял про что вы.
18 Виктор04-02-2012 02:49
На данный момент нет нужных микросхем. В импульсном режиме можно заменить К561ЛА7 на К561ТЛ1?
19 admin04-02-2012 04:46
Виктор
Попробуйте, можно еще К561ЛН2.
Результат сообщите потом, то есть это то что вам нужно?
20 Виктор06-02-2012 06:28
Не удержался, съездил вчера на радиорынок в Минск и прикупил нужные микрухи. Сегодня с утра начал собирать. Сначала импульсный режим, заработал сразу без каких либо подборов деталей, всё как на схеме. Потом триггер,тоже запустился без проблем. В общем, весь комплект Функций управления полуавтоматом , о которых я мечтал, у меня есть. Теперь буду компановать и разводить в Layout. Фото готового изделия, если интересно, выложу позже, только управление двигателем там будет другим, но тоже на 555 таймере. В общем, большое спасибо!!!!
21 admin06-02-2012 06:37
Виктор
Хорошо, я думаю это то что вам нужно было?
В импульсном режиме в качестве нагрузки что было использовано, реле, светодиод или еще что то? Или нагрузку подключали к узлу задержек? Просто по макетке не понятно как что подключено.
По поводу триггерного режима. Работать будет не так... нажали отпустили варим, еще раз нажали отпустили не варим, а по другому немного.
Нажали варим, отпустили варим, еще раз нажали не варим, отпустили не варим, то есть команда на пуск/стоп подается в момент нажатия кнопки, а когда кнопка отпускается на схему это не влияет, ну я думаю вы поняли меня. Если не поняли, то проверьте на макетке.
Конечно выкладывайте (все обещают, но почему то не выкладывают).
22 admin06-02-2012 06:53
Виктор
И еще, узел задержек собран по первой, второй схеме или как вы писали в 3 комментарии?
23 admin06-02-2012 06:57
Виктор
Так как это будет сварочный полуавтомат и силовой трансформатор будет источником больших помех, то советую на микросхемы напаять фильтрующие конденсаторы по 0,1 мкф по питанию. Припаять прямо на на 7 и 14 ножки микросхем, чтобы не было ложных срабатываний. Хотя КМОП логика помехоустойчивая, но лучше все равно это сделать.
24 Виктор06-02-2012 09:48
Всё приближённо к реальности т.е. автомобильное реле на 12v.
Всё правильно, так и работает.
Как в 3 коментарии,но это фактически то же самое , что и у вас в схеме с другим алгоритмом задержек.На счё кондёра по питанию понял, так и сделаю.
25 Виктор06-02-2012 10:01
Фотка не обрезанная.