Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1...3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.

Схема работает следующим образом:
1. Ручной режим.
Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1...3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность - это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1...3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.
Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1...10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) - 5..10А, остальные реле (К2, К4, К5) - 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили.. ![]()

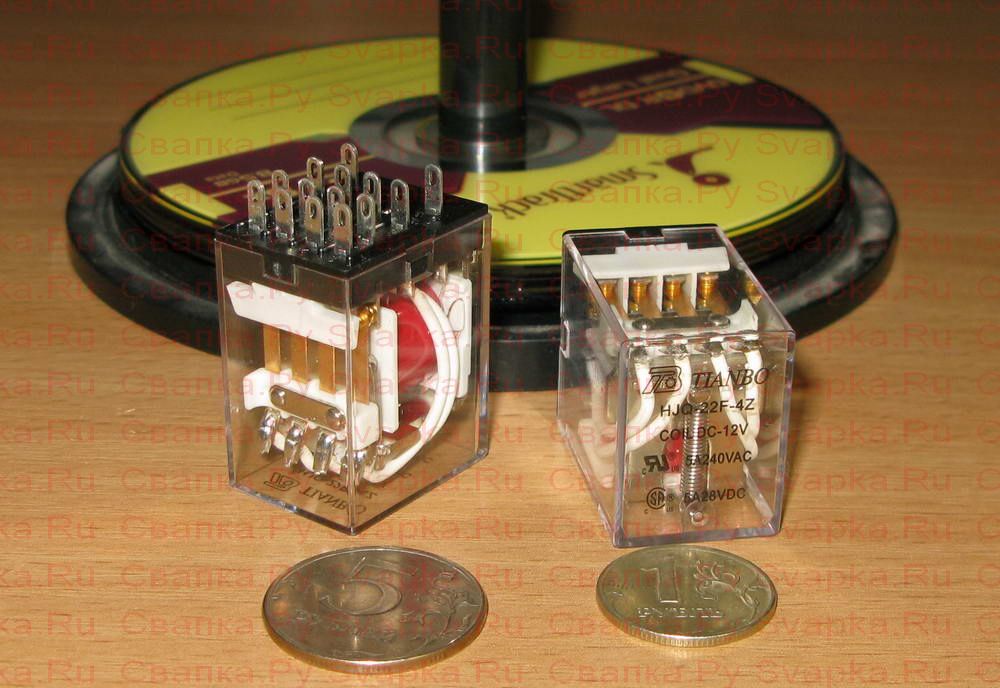
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это. ![]()
![]()
Внешний вид полуавтомата:

Компоновка, вид сверху:

Компоновка, вид сбоку:

Компоновка, вид сбоку, вид подающего механизма:

Протяжный механизм:

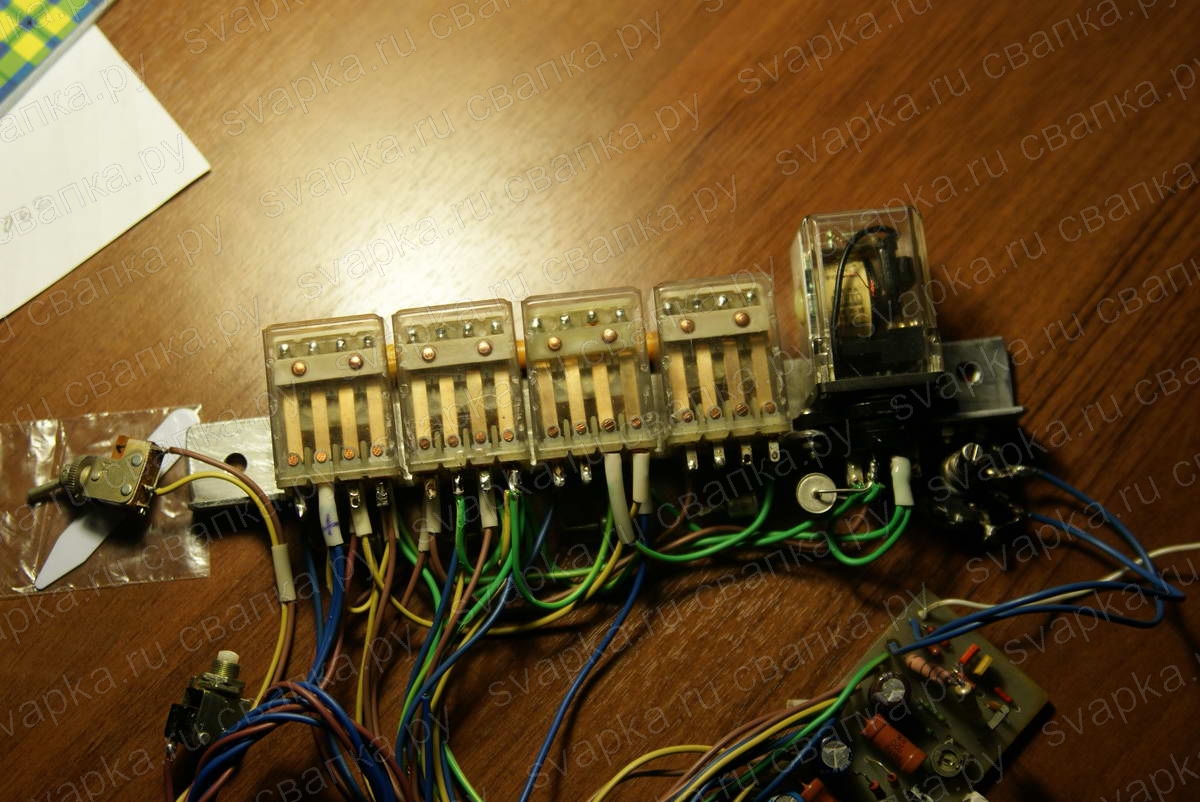
Плата управления сварочным полуавтоматом:

Диодный мост, дроссель, трансформатор питания схемы управления:

Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)

Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Если возникнут вопросы, задавайте их в комментариях. ![]()
Автор статьи: Admin Svapka.Ru
Комментариев: 156
1 Андрей23-01-2010 20:50
Здравствуйте.
У меня к вам такой вопрос.
На какой ток коммутации реле К5 ?
2 admin23-01-2010 20:53
Реле К5 обычное, на ток коммутации 100-400 мА.
3 dmitriy16-02-2010 23:29
на больших токах высокий холостой ход луче отсекать 1обмотку ,а питание двигателя от т1 160w
4 admin18-02-2010 09:19
Если трансформатор рассчитан не правильно, то конечно ток холостого тока при верхнем положении переключателя SA2 будет большой. В этом случае понадобится отсекать первичную обмотку от сети в режиме простоя, иначе трансформатор будет сильно греться. Но если рассчитать трансформатор как в этой статье, то сварочный трансформатор будет греться на много меньше. Ну если и этот вариант не подходит, то можно использовать схему регулирования сварочного тока из этой статьи. Там как раз первичная обмотка работает только в момент сварки, остальное время (режим простоя) она отключена.
Насчет трансформатора для регулятора подачи проволоки.. можно конечно и отдельный трансформатор.. только вопрос.. зачем? При нижнем положении переключателя SA2 напряжение на обмотке 10 вольт.. этого хватает для регулирования подачи сварочной проволоки при заданном уровне сварочного тока. То же самое и при верхнем положении SA2. В принципе изначально так и задумывалось.
5 Олег29-03-2010 18:28
Здравствуйте! Мне очень понравилась данная схема, и я решил собрать ее. Скажите пожалуйста, какое железо, точнее сечение сердечника и его тип, вы использовали при намотке тр-ра и дросселя?
6 admin30-03-2010 09:18
Здравствуйте.
Тип трансформатора - тор, делали так же, как описано здесь, площадь примерно была 52 см. кв. (точно уже не помню)
Железо для дросселя от трансформатора блока питания цветного лампового телевизора площадь сердечника примерно 12 см. кв., обмотка тем же проводом, что и вторичка трансформатора.. смотрите в статье, на картинке видно как наматывалось.
7 Sergey17-07-2010 21:02
Здравствуйте! Хотел бы собрать схему Вашего сварочного полуавтомата и проверить его возможности в деле. У меня к Вам такой вопрос: нельзя ли выложить на всеобщее обозрение печатные платы Вашего аппарата?
8 admin17-07-2010 23:16
Sergey
К сожалению топологии печатной платы нет, если бы была, то обязательно выложил. Я так понимаю вы сомневаетесь в работоспособности этой схемы?.. Уверяю вас.. схем рабочая и повторялась не однократно.
9 Sergey18-07-2010 05:55
Вы пишете "схем рабочая и повторялась не однократно", значит существуют все-таки печатные платы, если схему повторяли. Почему ж не поделились с Вами? Некоторые элементы, действительно, для экономии места можно выполнить навесным монтажем на переключателях или других елементах, но ведь есть еще и транзисторы, резисторы, конденсаторы, которые, хочешь-не хочешь, а нужно размещать на плате. Придется самому разрабатывать плату. Если получится компактная - поделюсь.
И еще к Вам вопрос: В силовой части перед дросселем отсутствует конденсатор (на других схемах ПА - обязательный элемент). Это так и задумано, или забыли нарисовать? И по дросселю: не пробовали ставить с вольтодобавкой?
10 admin18-07-2010 10:39
Sergey
Как таковой печатной платы нет, есть макет.. но я его не стал выкладывать потому, что там ни чего не понятно. Ну если вам надо, то пожалуйста.. мучайтесь на здоровье..
Эту схему делали разные люди и как таковой одной печатной платы нет и не было. Каждый мастерил под себя.
Изначально схема вообще работала без всяких дросселей и конденсаторов, потом прицепили дроссель.. На схеме конденсатор не нарисован по тому, что его не было (это не было так задумано).
Но если хотите .. ставьте, в любом случае хуже не будет.
По поводу дросселя с вольтодобавкой.. не пробовал (хочу.. руки ни как не дойдут)
Топологию печатной платы, по которой я лично делал, см. выше в статье, но вы там ни чего не поймете. Надеюсь теперь вы верите что собирали?
P.S. Как соберете, отпишитесь о результатах.
11 Sergey18-07-2010 11:04
Большое СПАСИБО! Ну и отлично все на плате видно. Не скромничайте! Можно хоть от чего-то оттолкнуться. Просто как появится свободное время загнать ее в sPlan или Sprint-Layout и привести к нормальному виду.
12 admin18-07-2010 11:13
Просто у меня нет образцов тех реле, которые я использовал, какие то болгарские или венгерские... может бы печатную плату подкорректировал и выложил.
Там где нарисованы Р4 и Р5 на этих местах стоят другие реле.. я обрисовывать их не стал.. думаю поймете.
13 admin18-07-2010 11:25
Sergey
Печатная плата может чуть чуть не соответствовать схеме приведенной здесь потому что это макет. Если найдете ошибки исправьте. И еще реле К1=Р1, К2=Р2.. и т.д.
14 Sergey18-07-2010 13:03
По поводу обозначений реле - все понятно. Меня интересует нагрев КТ815. Нужен им теплоотвод или нет? Если нужен то придется плату слегка раздвигать в стороны для установки теплоотводов (радиаторов). Если слегка греются - заменить более мощными, например, КТ817. Теперь о тиристоре КУ202А в цепи питания эл.двигателя подачи проволоки. Надежно ли он закрывается, и открывается ли вовремя. Я бы все-таки предпочел транзистор, КТ819 или КТ827. Ну это чисто личное восприятие ненадежности тиристоров, и зависит от каждого экземпляра по-своему.
Сначала повторю Вашу схему полностью, а потом будут видны слабые места.
Перед проектированием платы подберу имеющиеся реле (обычно предпочтение отдаю РЭС22) и проверю макет на отсутствие ошибок.
15 admin18-07-2010 13:31
Транзисторы у меня стояли без радиаторов и не грелись, в любом случае можно прикрепить пластинки из алюминия без расширения платы или замените на более мощные (но это лишнее).
На счет реле.. сопротивление обмоток реле К1, К2, К3 - 500 ом.. см. выше в статье я опубликовал их.
На счет тиристорной схемки.. капризная, но работает.. бывало из за плохого тиристора двигатель работал рывками на медленных оборотах. В принципе какую схему управления скоростью подачи сварочной проволоки здесь использовать, решать вам, всё просто переделывается..
Вся суть схемы в ее управлении.
P.S. На счет надежности.. переварил кучу металлолома этим аппаратом.. нареканий со стороны блока управления не было ни раз.. Ломалась только механика привода подачи проволоки... ну что тут сказать.. железка есть железка.
16 андрей25-09-2010 09:26
много лишнего. на заводских меньше схема. меньше схема больше надежности!
17 Валера28-10-2010 04:52
Сделал плату по Вашей схеме получилась отлично с помощу маркера и не дрожащих рук
18 Руслан28-10-2010 06:39
здравствуйте.
подскажите пожалуйста где взять схему на осциллятор для сваривания алюминия...
19 admin29-10-2010 01:01
20 admin29-10-2010 01:02
У меня схемы нет. Оставлю ваш комментарий, может кто подскажет.
21 Руслан12-11-2010 01:13
какие надо внести изменения в схему что бы питание реле было на 24В
22 admin12-11-2010 05:01
В принципе ни каких, подавайте 24 вольта в схему, только конденсаторы замените на другое напряжение.
23 Руслан12-11-2010 22:39
Подскажите пожалуйста какой регулятор оборотов применить к этой протяжке А547У чтоб был тормоз двигателя на 27В 90вт.
24 admin13-11-2010 20:37
Схему можете применить какую хотите, а вот на счет тормоза двигателя, что вам не понятно.. в схеме реле контактами К1.3 тормозит двигатель. Это самое простое решение, что можно придумать.
Или я не понял про что вы.
25 Руслан22-11-2010 07:22
Двигатель с обмоткой статора .. без магнитов